 神田熔接有限会社
神田熔接有限会社
製造工程
一連の加工を一貫生産
塗装工程を除き、自社で一貫生産しているため、外注先などとの調整が不要になり、納期短縮・低コストを実現する要因となっています。
- データ受信
- 取引先からの設計図面を3DCADで受信
- 材料出し
- 設計図面を読み取り、3DCADを使用し、
切断する金属材料の図面を作成
- 切断加工
- 3DCADによりドリルバンドソー、
プラズマ切断機で切断
- 孔加工
- 3DCADにより主にドリルハンドソーで穴あけ
- 仮組
- 全体として鉄板、骨の形が整うか組み立て、
ボルト締めや仮溶接を行う
- 溶接(全体)
- 半自動溶接機などを使用し、仮組したものを接合
- 仕上
- 溶接跡の盛り上がりを削り、 歪みをとって表面を仕上げる
- 塗装
- 製品への塗装 ※外注

設備の充実で
可能性を広げる
多様な小型形鋼の切断・孔あけを1台でできるドリルバンドソーを導入。ドリルの高速自動交換、サーボモーター駆動により、ハイスピードかつ高精度の加工が可能となりました。多様なニーズにお応えでき、新分野の製品製作にも活かされています。

データ受信および材料出しは、3DCADで行っています。
3DCADは図面が立体的ということだけでなく、部品展開がスピーディに行えるため作業を効率的に進められます。
材料の切断および孔加工を行うドリルバンドソー、プラズマ切断機は加工精度が高いだけでなく、3DCADデータに基づき加工されるため、精度が高くなります。
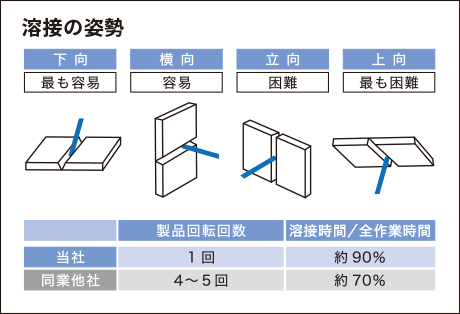
独自の溶接技術
溶接には右の図のように下向、横向、立向、上向の4つの姿勢があり、姿勢によって作業の難度が異なります。他社では対象物を回転させ、作業性が容易な姿勢での溶接を行います。当社は4つの溶接姿勢の全てを行うことが出来るため、対象物を回転させる回数が少なく、効率的に作業を行うことができます。
溶接の技術として、一般的に半自動溶接、鉄と鉄を接合するアーク溶接、鉄鋼やステンレス鋼のほかアルミニウム合金やマグネシウム合金なども接合できるTIG(ティグ)溶接があり、当社は3つの溶接を全て行う技術力があり、多種多様なご要望にお応えできます。

半自動溶接

アーク溶接

TIG溶接
